

Today, the term Digital Twin is ubiquitous.
Four years ago, I had my first personal contact with this concept. I attended the VDI conference “Big Data in Manufacturing”, where a General Electric’s (GE) manager presented the well-known example of the transformation of GE’s business model in the aircraft turbine market.
GE equips its turbines with sensors and data loggers and collects over one terabyte of data per flight. With more than 1,000 employees, GE analyses data and provides airlines with new insights and services. Consequently, the business model shifted from buy to lease. What was once only flesh (hardware) now has a soul (software). This opens up completely new possibilities.
The Basics
There is a lot of literature about the concept of digital twins.
In this article, I would like to simplify this topic a bit. My goal is to start with a pragmatic approach in the production context. I hope this will benefit an agile approach in our complex world.
Small beginnings and quick gains will help us introduce Digital Twins into our factory.
A Digital Twin is a non-physical representation of a physical thing. It links both worlds – physical and cyber – together. All the relevant data about the physical thing, typically a product, is stored. This applies to the whole product lifecycle. From Design / R&D to End Of Life.
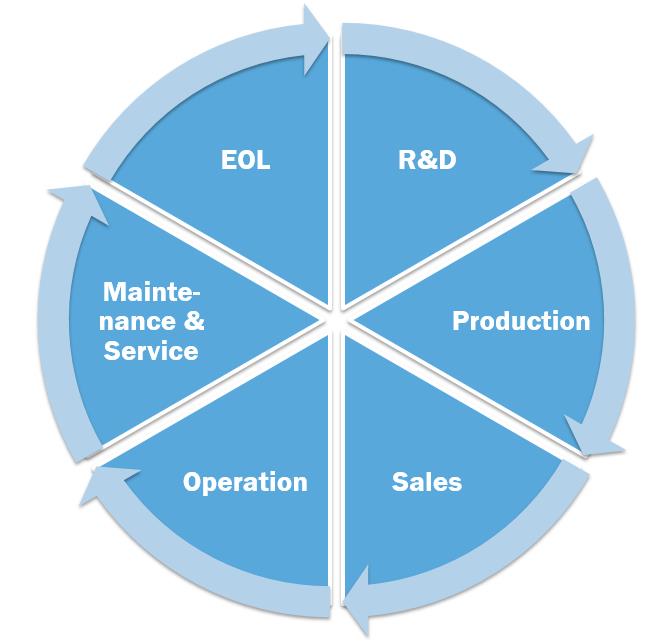
Through the different phases of the product life cycle, the data set of the concrete twin grows more and more.
Here are some examples of typical data that a Digital Twin holds.
- CAD data
- Bill Of Material
- Manufacturing history like traceability information
- Parameter set / configuration
- Information about maintenance history
It is not indicated where the Digital Twin is located. It can run on the product, but it can also live in the cloud.
Furthermore, in my opinion, the biggest potential of Digital Twins are what I call Digital Twin Intelligence. Now that our products connect with a software of, potentially, unlimited extent, the stage is set. Find out more about the right representation of Digital Twins for Data Analytics.
Digital Twins As Foundation For Industrie 4.0
The famous Industrie 4.0 vision of machines talking to machines needs an update.
With the introduction of Digital Twins, we speak of Digital Twins talking to Digital Twins.
As a manufacturer, we have the honor to be in the heart of the most interesting part of the Digital Twin: The Operation phase of the product lifecycle.
Here Digital Twins will play out all their strength. With the above mentioned Digital Twin Intelligence.
Digital Twins will have many benefits, and they will help with three big challenges:
- Horizontal and vertical scalability
- Automation
- Information provision
Let us have a look at each of those points.
Horizontal and vertical scalability
One of the bigger challenges in manufacturing is, to scale fast. Both horizontal and vertical.
New asset integration into the whole on-site system is typically slow and expensive.
In contrast, a Digital Twin will abstract this integration work. First the twin, technically spoken, is a device driver.
Therefore, Digital Twins shall abstract the proprietary interface of the corresponding asset. Furthermore, they shall be standalone.
A good protocol for a Digital Twin is HTTP. Due to higher interoperability, better connectivity, and lower integration costs, the project ScaleIt follows this idea.
Automation
Coming back to the statement Digital Twins talking to Digital Twins, I see another big potential: Automation.
I am an advocate for the idea that Digital Twins are not just a replica of the connected object.
Rather, they have additional functions and intelligence – Digital Twin Intelligence.
Based on the data received – the twin connects (in real time) to the physical object – twins can offer services and insights that the product alone does not have.
For example, Digital Twins can easily implement quality gates. When a semi-finished product enters a machine, the Digital Twin of that asset could talk to the Twin of the previous machine and ask whether the incoming product is really good.
This leads to completely different systems than we have today. A distributed Industrie 4.0 world.
In addition, parts of Maintenance can be automated, for example by machine learning.
Information provision
Another very important part of the digital twin is to provide the comprehensive data it has.
Engineers benefit from receiving the CAD data of the Twin so that they can design them better into their world. For example, a sensor that is used inside a machine.
However, the Twin also has a lot to offer in the world of manufacturing.
First of all workers like operators, repair staff or assembler get valuable information like
- Alarms and Warnings
- Predictive Maintenance KPIs
- Product History including test features
- CAD Drawing including highlights and annotations
- Connected production order data
- …
all by the Digital Twin.
In addition, the operation manager can directly view key business figures such as the OEE or the quality rate for each asset.
There are many more aspects to consider, like 3D digital twins & energy management, but I hope this article has given a first overview of how manufacturers can benefit from the Digital Twins concept.
This article originally appeared on the website Homo Digitalis.
![]() This article was written by Fabian Schmidt, the Head of SE, Electronics Production SICK AG. Dealing with Industrie 4.0 from the very beginning, he has a vast background in manufacturing, as well as IT.
This article was written by Fabian Schmidt, the Head of SE, Electronics Production SICK AG. Dealing with Industrie 4.0 from the very beginning, he has a vast background in manufacturing, as well as IT.


