


Smart Factory initiatives – main driver of manufacturing competitiveness
Smart Factory initiatives – main driver of manufacturing competitiveness
Smart Factory is a concept until recently considered futuristic, but now translated into reality by the existing technologies on the market. Relying on cybernetic systems that communicate with each other, Smart Factory is based on the direct communication of production equipment with each other and with a central system, allowing the connection and delivery of status and performance information for more efficient management of the supply chain and the production environment.
Flexible and intelligent, this system can learn in real time and is able to adapt in order to allow automated processes to run. Also, it provides decision makers and managers with a clear picture of performance, utilization and efficiency. Finally, the system must be able to signal in advance the possibility of incidents occurrence, either of a technical nature or related to supply and delivery chain.
Certainly, managers want to benefit from all the advantages provided by Smart Factory, but what are the steps to follow? What are the initiatives they need to implement to achieve measurable business results?
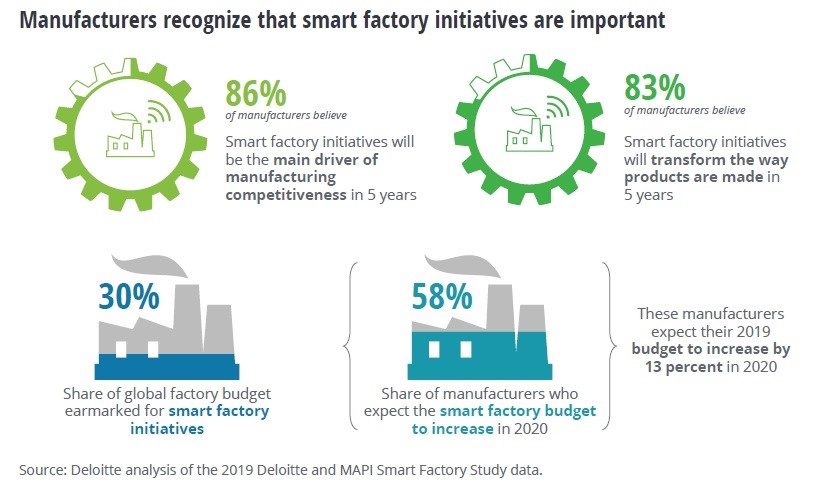
According to a 2019 joint study of Deloitte and the Manufacturer’s Alliance for Productivity and Innovation (MAPI), more than 85 percent of respondents believe that smart factory initiatives will be the main driver of manufacturing competitiveness in the following five years. Of course, these initiatives should be mapped on the existing technologies and on organization’s priorities.
IoT has introduced a number of smart factory initiatives that are based on the data collection process by the equipment used in the production process. This data is used to improve product quality, eliminate production bottlenecks and to minimize downtime and overall operational costs.
To digitize a shop floor, manufacturers need to connect all of these elements to an IoT platform using smart sensor technologies to collect relevant data. If within the organization there is older equipment that incorporates sensors, the standardization of data flows provided in real time to the IoT platform should be pursued.
The real value of the data obtained in the production processes can be obtained using the Big data analytics. With its help, the management team can schedule predictive verification and maintenance work and can monitor the quality of products with immediate effect on maximizing uptime and reducing costs. As data volumes become larger, Artificial Intelligence and Machine Learning technologies can help perform complex predictive calculations.
Once managers are convinced of the benefits of implementing smart factory initiatives, their appetite for investing in such type of solutions will increase. The figures presented by the Deloitte MAPI study show an average double digit increase for production output, factory capacity utilization and labour productivity. Learn the importance of adopting IoT for manufacturing sector.
Investments in this area will accelerate in the coming years, as shown in July 2020 report “Global Smart Factory Industry“. Global Smart Factory market will reach US$218.4 Billion by 2027, growing at a CAGR of 7% over the analysis period 2020-2027. Control Equipment & Software is projected to grow at a 7.5% CAGR to reach US$97.4 Billion by the end of the analysis period. After an early analysis of the business implications of the pandemic and its induced economic crisis, growth in the Reporting & Analysis Software segment is readjusted to a revised 8% CAGR for the next 7-year period. This segment currently accounts for a 22.1% share of the global Smart Factory market. Within Europe, Germany is forecast to grow at approximately 5.6% CAGR while Rest of European market (as defined in the study) will reach US$38.1 Billion by the year 2027. Learn about the status of the global manufacturing sector
Originally this article was published here.
What’s Changing in Industrial Data Management: Key Takeaways from Hannover Messe 2025
At Hannover Messe 2025, InfluxData CEO Evan Kaplan and HighByte CPO John Harrington discuss how manufacturers are shifting from data collection to data intelligence and what’s required to support that transformation. Below are the most important insights that emerged from

How AI-Powered Industrial Agents are Transforming Manufacturing Efficiency
Manufacturing is entering a new era of precision and efficiency with the rise of AI-powered industrial agents. These specialized tools are revolutionizing how manufacturers approach problem-solving, decision-making, and operational improvements. By narrowing the scope of AI to specific tasks, industrial

Enhancing Manufacturing Processes with AI and Low-Code: An Essential Guide for Modern Manufacturers
IIoT World’s latest booklet, "Enhancing Manufacturing Processes Through AI and Low-Code Integration," is a must-read resource for manufacturers looking to leverage cutting-edge technologies to drive efficiency, innovation, and productivity. This guide delves into the synergy between AI and low-code platforms, offering actionable